The State-of-the-Art manufacturing facility has been designed and implemented to comply fully with WHO GMP standards. At the same time standards of strictly regulated market, like US-FDA and EMEA, are embedded. The facility is equipped with top notch machinery imported from leading European machine manufacturers like Glatt-Germany, ROMACO-Italy, BOSCH-Germany, Matcon-UK, OLSA-Germany, FEDEGARI-Italy, Bausch & Strobel-Germany.
The manufacturing unit including its electromechanical functions like temperature, humidity, air flow and pressure control system has been designed and installed by Azbil-Telstar, Spain-one of the best pharmaceutical manufacturing process designer in the world.
The factory is centrally controlled by Integrated Building & Environment Monitoring System (BEMS) from SIEMENS - Germany with validated hardware & software, ensuring 21CFR Part 11 compliance of US FDA.


Key dosage forms: Tablet, Capsule, Softgel Capsule, Syrup, Suspension, and Powder for suspension etc.
The oral dosage form manufacturing facility of DBL Pharma has been equipped with latest process machineries from top European brands.
Granulation suits have been sourced from Glatt, Germany to ensure precise control of moisture and particle size of granules - critical factors for manufacturing best quality oral dosage forms like tablets, capsules and powder for suspension. The granulation suit uses fire & explosion proof technology, which ensures the safety of environment & people. The in-built unique Artificial Intelligence System of ROMACO Kilian compression machine ensures error-free production & precise weight of each tablet.
Moreover, it ensures trace metal free product by detecting trace metal in each tablet. The BOSCH encapsulation machine from Germany is equipped with an online check-weigher system that weighs each capsule separately, rejects any non-conforming sample and thus ensures variance & error-free final products.


Syrup & Suspension products of DBL pharma are manufactured in 100% automatic (Robotic) machine which avoids human touch in all steps of manufacturing. This machine ensures precise filling without any negative variation (allows max. 3% variation) and before filling, 4 steps cleaning of bottle ensures contamination-free finished products. Laser weight checking of each bottle results in precise weight of all Powder for suspension (PFS) products from DBL Pharma. Softgel capsule is a complicated & difficult to manufacture dosage form. DBL has a State-of-the-Art Softgel facility consisting of tumbling dryer which removes oil properly from the surface & ensures 100% drying of capsules. Automatic sorting & inspection of each softgel capsule ensures accurate dosing & perfect quality.


At DBL, each & every piece of capsule & tablet is individually weight-controlled online during real-time production using the most advanced technologies, which ensures:



DBL has acquired Cream & Ointment manufacturing and quality control equipment from GlaxoSmithKline (GSK) Bangladesh to carry on the legacy of classic derma brands like Betnovate through DBL made alternatives. DBL pharma is manufacturing Cream & Ointment by using the same technology & also by using same raw materials/ active ingredients from the same source as GSK for the legacy brands. The topical manufacturing facility is also equipped with LUTZ pump from Germany. The IWK filling machine uses German technology that can ensure precise filling of up to 1.5 gm/Tube.


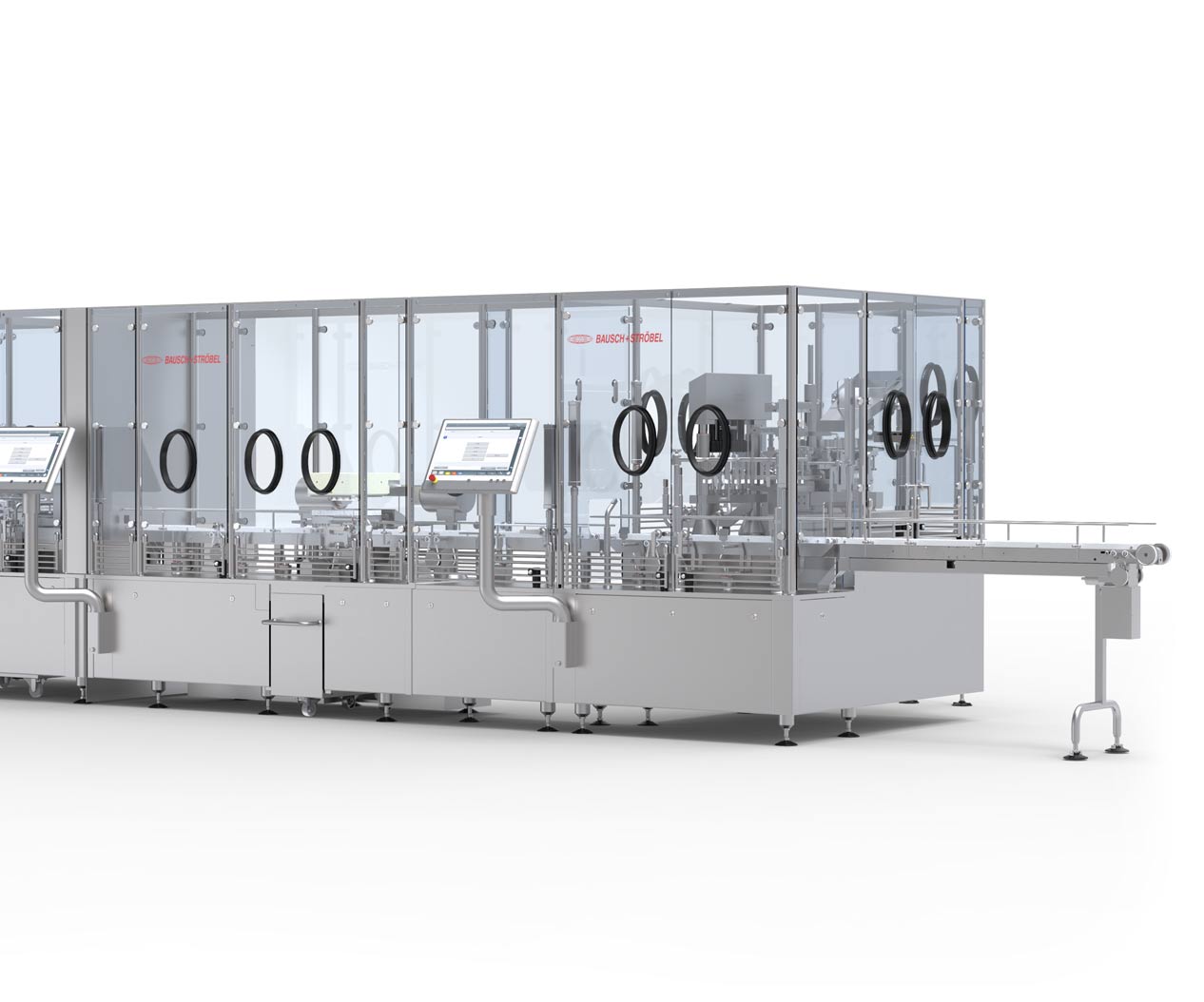
Considering the highly sophisticated & sensitive nature of injectable products, DBL has introduced all the advanced process machineries in its injectable manufacturing facility. The facility incorporates World’s no. 1 Ampoule Filling machine by Bausch & Strobel from Germany, FEDEGARI Autoclave machine from Italy, Compounding Vessel by OLSA, Italy and Ampoule Inspection machine by CMP, Italy, which ensure accurate filling, compounding and inspection. The automatic Clean in Place (CIP) & Sterilization in Place (SIP) features incorporated in the manufacturing facility enables DBL to offer 100% microbial contamination-free injectable products that ensures highest safety for the patients.
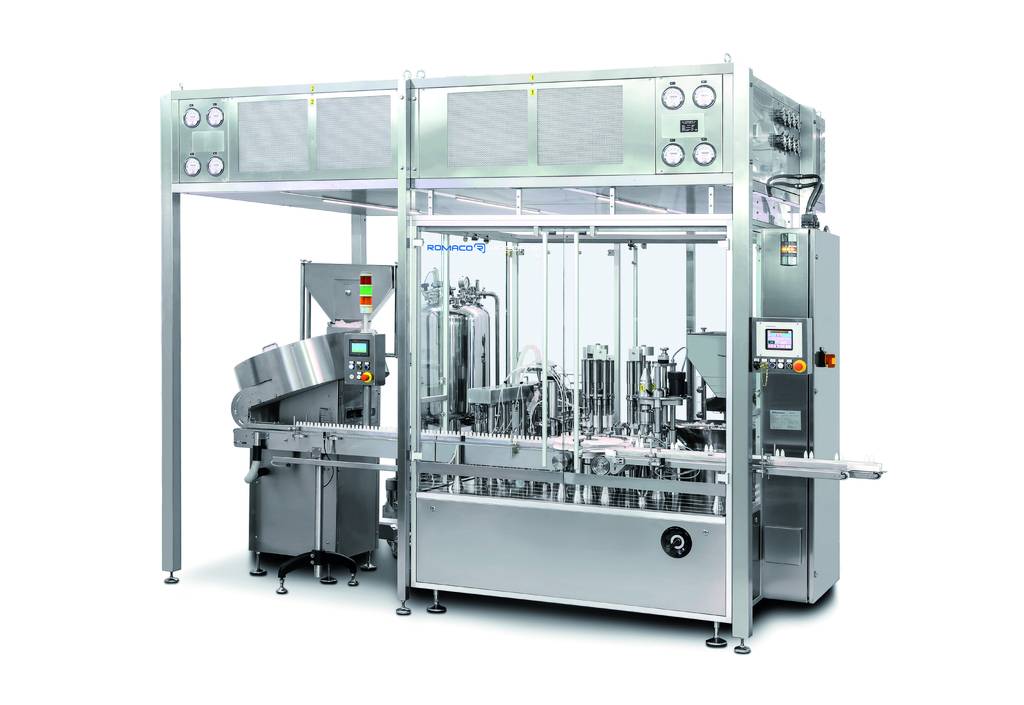
Eye drops are difficult to manufacture and requires precise control to ensure efficacy and safety of the products. At DBL, eye drops are compounded using OLSA compounding vessel from Italy. DBL uses the State-of-the-Art Macofar Eye Drop Filling Machine by ROMACO, Italy, which has automatic Clean in Place (CIP) & Sterilization in Place (SIP) facility. The products are terminally sterilized using FEDEGARI autoclave from Italy to ensure 100% sterile and contamination-free products.


DBL acknowledge Research and Development as a vital component of Business Strategy that provide us with a competitive advantage. DBL recognize that 'innovation is the key to success' and have been consistently investing in R&D for developing Quality Generic Products. DBL has a dedicated team of Scientists working to develop quality products through reduce impurities levels by better process understanding; raw material sourcing; develop cost effective routes; reduce effluent generation. As a global player DBL is working to enter different regulatory markets like UK MHRA, US FDA, TGA, EU GMP.
The advanced Researched & Development lab of DBL has been designed by Telstar, Spain and equipped with advanced machineries from European source.
DBL follows QBD system (Quality By Design) & 21CFR Part 11 guidelines of the US FDA which stands for the electronic records, electronic signature, validation in limiting system access to authorized individuals ultimately no chance of manipulating data in any step.


R&D department has the following major Machines & equipment’s for world class formulation:
In order to embark on a journey to produce global standard, safe & effective medicines, quality control is of the utmost importance.
The quality standards of DBL Pharma have been set to comply with all major international quality standards, supported by validated process & precision equipment. Because, DBL champions the philosophy:
DBL Pharmaceuticals follows the quality control and quality management standards to function to comply fully with international standards and regulatory authorities like:

DBL is one of the pioneers in using a fully digitalized quality management system (QMS), which is the core of any quality and compliance process. It is a regulatory requirement that the US Food and Drug Administration (FDA) and other global regulatory bodies consider critical. DBL has opted in for a complete, connected and intelligent QMS provided by MasterControlTM, USA, ensures high quality product development, manufacturing and compliance with digital process, data management, documentation and analytics - a rare move for any Bangladeshi drug manufacturer. Use of such system is key to regulatory compliance, such as GXP and 21 CFR Part 11 of US FDA regulations, which guarantees protection against data manipulation -thus ensures quality without any compromise for patients.



To analyze and purify liquid mixture DBL uses High Performance Liquid Chromatography from Alliance, USA. To ensure purity of an analyte DBL also uses PDA with HPLC system from Agilent, USA. DBL ensures quality of water by precisely measuring Total Organic Carbon (TOC) by TOC analyzer multi N/C 3100, Germany. To separate the chemical component of sample mixture DBL uses Gas Chromatography (GC) from Agilent, USA.



In Microbiology lab DBL uses all the latest machineries to ensure Microbial contamination free finished products by doing test off raw materials, primary packaging materials & finished goods. The microbiology lab is equipped with Double door Autoclave from Fedegari-Italy and Biosafety Cabinet (ESCO-Germany). Scan 500 Automatic colony counter from France ensure exact counting of bacterial colony and Isolator for sterile product testing provides no human touch & no contamination which ensure exact result. Automatic Microbial System provides automatic bacteria identification & ensure bacterial contamination free finished products. DBL uses ICP-MS Inductively coupled Plasma-Mass Spectrometry from Agilent, USA to detect metals and several non-metals in liquid samples even at very low concentrations.